5 Critical CNC Tolerance Mistakes Engineers Make and How to Avoid Them to Save 25% in Costs
Introduction
Imagine a meticulously designed aerospace component failing a critical fit check, not due to a major flaw, but because of a deviation of a few microns—thinner than a human hair. This scenario is not mere fiction; a study by the National Institute of Standards and Technology (NIST) highlights that inconsistencies in measurement and tolerancing contribute significantly to manufacturing waste and product failure, underscoring the critical role of precision. In the world of CNC machining, precision is not a luxury; it is the bedrock of reliability, performance, and cost-control.
While computer-controlled machines offer remarkable capabilities, achieving and, more importantly, consistently verifying high precision requires a deep understanding of materials, design principles, and quality systems.
This ultimate guide moves beyond basic definitions to provide a practical framework for engineers and procurement specialists. We will explore why tolerances are a financial and operational lever, how to design parts for manufacturability, what to look for in a manufacturing partner beyond their equipment list, and how to leverage industry standards to de-risk your projects. By mastering these elements, you can transform precision from a hopeful specification into a predictable outcome.
Why Do CNC Machining Tolerances Matter More Than You Think?
At its core, a tolerance is the acceptable limit of variation in a physical dimension. However, viewing it merely as a number on a drawing is a costly oversight. The impact of imprecision creates a domino effect that touches every aspect of a project.
The Cost of Imprecision: A Domino Effect of Expenses
The most immediate consequence of unmet tolerances is the creation of scrap parts. The cost isn’t just the raw material lost; it includes the machine time, labor, and energy already invested. But the financial bleed often continues. Rework—attempting to salvage a non-conforming part—can be even more expensive than starting over, consuming additional resources without a guaranteed success. Furthermore, parts that are “just good enough” to pass inspection but sit at the extreme ends of the tolerance range can cause assembly issues downstream.
This leads to delayed product launches, frustrated assembly teams, and potential damage to other components during forced fitting. For example, a pin that is at the lower end of its diameter tolerance and a hole at the upper end of its tolerance may fit loosely, leading to premature wear and failure in the field, which incurs warranty costs and reputational damage. The cost of imprecision is therefore multiplicative, not additive.
Beyond the Numbers: Performance and Safety Risks
The functional requirements of a part are directly tied to its dimensional accuracy. A hydraulic valve spool with improper clearances will leak, reducing system efficiency. A turbine blade with airfoil profiles outside the specified tolerance band will exhibit poor aerodynamic performance and increased vibration, leading to noise and reduced lifespan. In critical applications, such as medical devices or automotive safety systems, the stakes are infinitely higher. Here, a tolerance failure is not a cost issue but a safety hazard.
The principle of Geometric Dimensioning and Tolerancing (GD&T), as defined by standards like ASME Y14.5, was developed to address these very issues. It provides a precise language to control not just size, but also form, orientation, and location of features, ensuring that parts assemble and function correctly. Ignoring these principles in design simply shifts the burden of ensuring function to the manufacturing floor, where it cannot be reliably solved.
How to Design for Success: A Practical Guide to Tolerances
The journey to precision begins on the designer’s screen. Proactive Design for Manufacturability (DFM) is the most powerful tool for controlling cost and ensuring quality. It involves designing parts in a way that makes them easy and economical to manufacture to the required specifications.
Decoding the Standards: Key Principles from ASME Y14.5
The ASME Y14.5 standard is the definitive guide for engineering drawing practices. One of its most powerful concepts for controlling costs is the Maximum Material Condition (MMC)modifier. Traditionally, a positional tolerance for a hole is a fixed value regardless of the hole’s actual size.
This can be unnecessarily restrictive. With the MMC modifier applied to the tolerance of a hole’s position, the positional tolerance zone actually increases as the hole is manufactured larger than its smallest allowable size (its MMC). This acknowledges a simple truth: a larger hole has more clearance for a fastener, so its position can be less precise without affecting assembly.
This principle allows manufacturers to use standard processes for non-critical features, focusing precision efforts where they truly matter. The practical application of this can reduce manufacturing costs by up to 20% by avoiding unnecessarily tight tolerances that require specialized, time-consuming machining techniques. This is not about lowering standards, but about applying intelligence to the standards to achieve functional requirements in the most efficient way possible.
A designer who understands MMC is effectively designing a “bonus tolerance” into the part, providing manufacturing flexibility that directly translates to cost savings and faster production times without compromising the final product’s function.
Designing for Manufacturability: A 5-Point Checklist
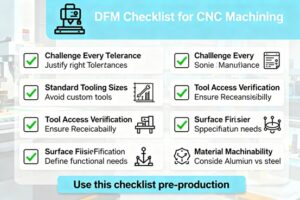
Before finalizing your design, run it through this practical checklist:
- Challenge Every Tolerance:Ask, “What is the functional reason for this tolerance?” If there isn’t a critical one, use a standard, looser tolerance. Tighter tolerances can exponentially increase cost.
- Consider Tooling Limitations:Specify hole diameters that match standard drill bit sizes. Avoid deep, small-diameter holes that require slow, fragile tools.
- Account for Tool Access:Ensure that cutting tools can physically reach the surfaces they need to machine without colliding with other features of the part.
- Specify Appropriate Surface Finishes:A mirror finish is expensive. Define the surface roughness (e.g., 125 Ra) necessary for the part’s function, not its appearance.
- Choose Materials Wisely:Understand the machinability of your chosen material. Some stainless steels are far more difficult to machine than aluminum, impacting both time and cost.
The Critical Link Between Tolerances and Metrology
You cannot control what you cannot measure. Specifying a tight tolerance is futile if the manufacturing partner lacks the capability to verify it. This is where metrology—the science of measurement—becomes paramount. A reputable partner will invest in advanced inspection equipment like Coordinate Measuring Machines (CMMs) and optical comparaters. More importantly, they will have a defined process for Measurement System Analysis (MSA) to ensure the accuracy and repeatability of their measurements.
When discussing tolerances below ±0.001 inches (±0.025 mm), it is essential to ask about the calibration status of the inspection equipment and the methods used to validate the measurements. For instance, measuring a true position tolerance with a GD&T callout requires a CMM with software capable of interpreting the datum reference frame correctly. A simple caliper measurement is insufficient. Understanding this link ensures that the precision you design is the precision that can be reliably verified and confirmed, closing the loop on quality control.
Selecting the Right Partner: Beyond the Machine
A shop might have the latest 5-axis machining center, but without the right processes and expertise, it cannot guarantee precision consistently. The choice of manufacturing partner is a strategic decision.
The Role of Certifications like ISO 9001: More Than a Badge
Certifications like ISO 9001:2015 are often viewed as a marketing checkbox. In reality, they represent a foundational system for quality management. An ISO 9001-certified supplier is required to maintain documented procedures for every critical process, from reviewing incoming orders and designing manufacturing processes to calibrating inspection equipment and handling non-conforming parts. This creates a system of checks and balances that prevents errors rather than just detecting them at the end. It ensures traceability; if a problem occurs, the root cause can be identified and permanently eliminated. For a customer, this means reduced risk and predictable outcomes. It is the difference between a shop that can make a good part and one that has a system in place to always make a good part.
Case Study: Conquering a Complex Stainless Steel Threading Challenge
- Background:A medical device manufacturer needed a critical port component made from 304 stainless steel, requiring a precise NPT (National Pipe Taper) thread for a leak-proof seal.
- The Problem:Initial production runs resulted in a 30% failure rate during pressure testing. The issues were thread galling (material tearing), micro-cracks, and inconsistent taper, leading to leaks.
- The Solution: A root cause analysis pinpointed work hardening of the 304 stainless steel and poor chip evacuation as the primary issues. The solution involved a multi-pronged approach:
- Tooling Optimization: Selecting a specialized tool substrate with an AlCrN coating to prevent material adhesion.
- Coolant and Chip Management: Implementing a high-pressure coolant system (exceeding 7 MPa) to effectively remove chips and manage temperature.
- Process Refinement: Optimizing the cutting path using a progressive step-down technique.
- Data-Driven Parameters: Applying insights from smart manufacturing frameworks to establish a precision control scheme for thread processing.
FAQs
1. What is a standard machining tolerance I can use if I’m unsure?
Unless specified, a good default tolerance for metal parts is ±0.005 inches (±0.127 mm). However, always consult with your manufacturing partner during the DFM stage, as the achievable tolerance depends heavily on the part’s geometry, size, and material.
2. How does 5-axis machining improve precision?
5-axis machining allows a part to be machined from almost any orientation in a single setup. This eliminates errors that accumulate from moving and re-clamping the part between operations on a 3-axis machine, resulting in higher overall accuracy for complex geometries.
3. What is the difference between accuracy and precision in CNC machining?
Accuracy refers to how close a measured value is to the true or intended value. Precision (or repeatability) refers to how close repeated measurements are to each other. A machine can be precise (make the same error repeatedly) but not accurate. You need both.
4. How can I reduce the cost of my CNC machined parts?
The most effective way is through DFM: loosening non-critical tolerances, avoiding complex geometries that require long machining times, and selecting easily machinable materials like aluminum over harder ones like stainless steel or titanium.
5. What information should I provide for a accurate quotation?
Provide a detailed 3D CAD model (STEP or SLDPRT file), a 2D drawing with critical tolerances clearly called out, the material specification, and the required quantity. The more information, the more accurate the quote and DFM feedback will be.
Conclusion and Action Guide
Precision in CNC machining is a collaborative achievement, forged at the intersection of intelligent design, sophisticated manufacturing, and rigorous quality control. It is a discipline that pays for itself by preventing costly errors and ensuring product integrity. To elevate your next project, start by critically reviewing your designs against the DFM checklist. Then, engage potential manufacturing partners in a technical dialogue—ask them not just about their machines, but about their quality systems, their experience with similar challenges, and their approach to problem-solving. This proactive partnership is the ultimate key to unlocking reliable, high-quality manufacturing outcomes.
Author Bio
This article was contributed by Sky Bloom IT Bloom IT, Senior Engineering Manager at LS Manufacturing. With over 15 years of experience in precision machining, he specializes in helping product developers implement Design for Manufacturability (DFM) principles to avoid costly errors.
Visite their Blog to explore more valuable DFM knowledge. Contact their engineering team for a free, no-obligation design review.